
AIRLOCK
This an un-galvanized section of steel due to an airlock formed during the cleaning process. It can be avoided by venting correctly. it is acceptable a s long as repaired correctly.

ASH COLLECTION
Ash is formed during the dip process. it is a normal part of the process and is formed at a rate of 200g per square meter. The steel is galvanized underneath the ash. It can be a variety of colours due to chromate staining from the quench. This is acceptable and the ash will fall off as part of the normal weathering.
build up, brown, ash, green, yellow, white, black

CAUSTIC BLOW OUT
During the cleaning process fluid gets trapped between the two surfaces. When immersed in the bath this mixture of fluids heats up and squirts out contaminating the steel and stopping the galvanizing reaction from occurring. A way to avoid this is to minimise overlapping steel surfaces. This is acceptable if repaired correctly.
black, peeling, un-galvanized, bare, missing
SLOW DRAIN - FROZEN ZINC
Very long items or very wide items often come out of the bath at a shallow angle. This means the zinc runs very slowly down the surface and freezes as it travels down the surface. When it freezes it shrinks and contracts forming the small undulating surface. It is most common on thinner hollow sections and platework as these cool down faster. This is acceptable and will offer better protection than normal.
lumpy, rough, un-even, thick, deposit

MID WELB SLAG
Most mig welds form a glass line along one edge of the weld due to the flux. This needs to be removed by the fabricator. It cannot be removed by the normal galvanizing cleaning process and often is impossible to see during the process. This needs to be removed and repaired and is the fabricators responsibility.
glass, black, scale, lump

SPIDER WEB PATTERN
This is an indication of a high silicon steel. The variation of colour is due to the silicon causing the galvanizing reaction to continue upwards and use up the shiny free zinc. The dark lines are the galvanized alloy. The coating thickness will be higher than normal and will eventually fade to a unform colour. This offers better protection than normal and is acceptable.
orange peel, pattern, spider web, mottled,

OXIDE LINES
These lines are due to the zinc oxidising as it is withdrawn from the bath. These are not detrimental and are acceptable.
white lines striation
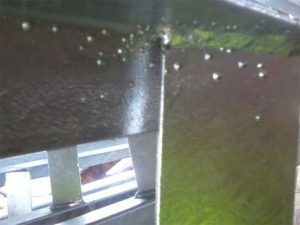
WELD SPATTER
These pimples are due to weld spatter. The weld spatter has a layer of zinc over it and will not rust. The fabricator should clean this off after fabrication. It is acceptable.
pimples, lumps, bumps, blisters

PITTE STEEL SURFACE
This is an old piece of steel that had a rusted surface prior to being galvanized. Once cleaned in the process and galvanizied the galvanizing layer follows the contours of the surface. It is galvanized and is acceptable. it will probably have a thicker coating than normal due to the rougher base surface and so last longer than normal.
pitted, holes, lumps, uneven

FLAME CUT SURFACE
This is common of flame cut surfaces that are over 12mm thick. The smooth surface is the side the cutting torch was on and is where most of the heat was absorbed causing the silicon in the steel to oxidise. Lower down had less heat and so more silicon will be available which will cause a thicker coating than the top surface. This can be avoided by grinding back the heat affected surface to remove this heat afected zone. it is not detrimental and is acceptable.
rough, inconsistent, build-up, edge

VOID AREA FROM TOUCHING PLATES
This is due to two plates touching during the cleaning process. The cleaning fluid cannot get between the two plates and so this area is not clean. Consequently it does not galvanize. This is not acceptable and needs to be repaired or re-galvanized.
bare, black, un-galvanized, black

WEEP STAINS
Overlapping plates are too close together for the zinc to penetrate. During the cleaning process the pre-treatment fluids collect in this space. When dipped they dry out. When placed in the yard the moisture in the air re-hydrates this salt and it weeps out. It is not rust at this stage. There will be rust formation between these two plates unless they are sealed off. This cannot be avoided and is acceptable.
red stain rust weep

DAGS
These are frozen zinc drips. They should be removed by the galvanizer. They are not acceptable and should be ground back to form a smooth surface.
spikes, dags, drips, sharp

FROZEN ZINC RUN
This is zinc that has frozen while it has run down the steel surface. This usually due to holes being too small or not being at the lowest point so that when the angle of the frames changes, the last remining molten zinc in the hollow section runs out. This is acceptable and adds to the corrosion protection. Light grinding of the run can easily get rid this.
rough, run, deposit

WHITE RUST
The white swirls are from the zinc reacting with the atmosphere around it to form zinc hydroxide. This is commonly known as white rust. It is the first step to the coating stabilising. White rust gets worse if there is inadequate venting. With adequate venting the white rust reacts further with carbon dioxide to form a dull grey Patina (layer) on the outside of the coating. This is anither layer of protection to combat corrosion and is the reason why almost all galvanizing fades to the same dull grey colour over time. Excessive white rust is not acceptable and repair or re-dip may be required.
white, powder, light

DELAMINATION
This is de-lamination. It is the galvanizing layer peeling off the steel. It is caused by excessively thick coatings that grow due to high silicon levels in steel. If treated carefully this type of steel can be successfully galvanized and will provide longer lasting protection. The coating is more brittle and prone to abrasive damage. This cannot be controlled by the galvanizer and can be avoided by using steels that fall outside the Sandelin range (range of silicon levels that generate more rapid and un-checked alloy crystal growth.) This needs to be repaired and responsiblity for this repair agreed between the parties.
grey, peeling, flaking

DROSS
All baths have small particles in them from the process. These particles galvanize and can float or sink in the zinc. When the zinc slowly runs off steel, it drops some of this dross that gets frozen in the surface zinc. This is not detrimental to the coatings performance if they are covered in a layer of zinc. Aesthetic concerns may make this unacceptable and this needs to be communicated prior to dipping by the fabricator.
rough, pimples, blisters, bumps

EXTREME OVERCOOKING
These blisters are due to a case of extreme over-cooking. This means the steel has either been left in the bath for an extremely long time or has been re-dipped without stripping it off first. This is not acceptable and needs to be stripped and re-dipped.
blisters, black

POORLY MIXED CARBON IN STEEL
This is a result of badly made steel where the carbon has not been mixed correctly and has burnt in the dipping process to leave ash or holes in the steel. This is very rare to see. This is not the galvanizer’s fault, but definitely cannot be used as the steel’s integrity will be in doubt.

OVERCOOKING
This is indicative of over-cooking the steel. The steel has either been left in the bath too long or put back into the bath a seond time without stripping of the galvanizing first. This is not acceptable and should be returned for stripping and re-galvanizing.
rough, pimples, slag, peeling

TREE BARKING
This commonly referred to as tree barking. The horizontal pipe has a high silicon and phosphorus content and so the zinc alloy grows faster than the other steel around it and does not naturally stop. The coating thickness will be greater than the surrounding steel. High silicon steel can develop brittle coatings and so are less resistant to mechanical damage. Discussions with the galvanizer prior to fabrication about steel composition is the best way to avoid this. This is acceptable and no grounds for rejection.
tree bark, orange peel, rough, slag, pimples

ASH MARKS
The darker areas are where ash has settled on the zinc during the dipping process. The steel surface is galvanized under this ‘stain’. The mark will disappear with time and is not grounds for rejection.
mark, slag, spots, stain, brown, circles

CHAIN MARK REPAIR
These areas are where the chain has been in contact with the steel item when being dipped. It can be avoided if lifting points are supplied in the correct places (consult with the galvanizer). This acceptable if the paint repair is at least 100 microns.
marks, paint, spots, colour

MECHANICAL DAMAGE
This a good example of mechanical impact point on the surface that has a very thick coating usually associated with high silicon steels. It is acceptable if under 40cm2 and is repaired adequately. If not then it needs remedial action and the responsibility for this lies with the party who damaged the surface.
peel, bare, delamination, falling

UNEVEN GROWTH
This line of uneven alloy growth is uauly associated with steels with silicon in the sandelin range. The recessed area is normal alloy thickness growth that appears to be a low point due to the very thick coating around it. Coatings like this can be upwards of 700microns and are usually dull grey, uneven and brittle. Steels outside the Sandelin range for siliocn will not develop this coating. If they cannot be avoided then very good venting will limit the time of the article in the bath and so limit the coating thickness. This is acceptable.
line, rough, uneven, inconsistent, gap

WASH LINES
These lines are due to the item being held in one position when being withdrawn from the bath. The lines are usually a combination of ash, dross and zinc or aluminium oxides. Usually very large articles with inadequate drainage have these lines. They are not detrimental and are acceptable.lines, wash, stain

ZINC SPLASH
The flaking section is due to zinc splashing up when an item is double end dipped and cooling on the surface. This zinc splash is not detrimental to the coating and is not a cause for rejection.
peeling, flaking, flakes

PIPE LACQUER
This happens when the caustic bath is not able to remove the lacquer on the outside of pipes. It is the reason why many galvanizers insist on blasting pipes before galvanizing. This is not acceptable and needs to be stripped and re-dipped. responsibility for cost has to be agreed between the galvanizers and fabricator.
black, peeling, flakes

OIL BASED MARKERS
Oil based markers need to be specially stripped off before galvanizing. If not seen they can lead to this problem. This needs to be repaired prior to leaving the factory. The cost of repairing this rests with the fabricator. Water based markers or chalk are preferred alternative markers.
writing, black, ungalvanized

STICKER MARKS
The black squares seen are from stickers on the steel from the steel merchant. The clear adhesive prevents the steel surface being cleaned and so it does not galvanize. It is best to leave stickers on during fabrication so the area is easily seen and the sticker can be ground off prior to galvanizing. This needs to be repaired and is the repsonsibility of the fabricator to advise the galvanizer that they exist.
black, squares, bare

ZINC COLLECTION
The lump seen is frozen zinc that has not been able to drain as there is no hole to allow this flow. This is not detrimental and is only a problem if the collection interferes with the end use of the item.
lump, zinc, collection, pooling

PIPE FISH BONING
This is commonly associated with pipe that has been blasted. It is not entirely understood, but does not compromise the coating. There is no way to avoid this and it does not occurr on all pipes. It is not detrimental and only has aesthetic concerns.
runs, lumps, steaks, lines

QUENCH MUD STAIN
The red/brown staining is from the ‘mud’ at the bottom of the quench tank. Usually if a piece is large and rests on the bottom of the quench tank, it comes into contact with this ‘mud’. The mud can stain the surface. This is unsightly and should be avoided, but is not detrimental to the coating. A quick way to fix it in the field is to rub it down with a weak solution of vinegar and then a thorough rinse with fresh water. A light sanding of the affected area can also get rid of the surface stain.
brown, rust, dirty, stain
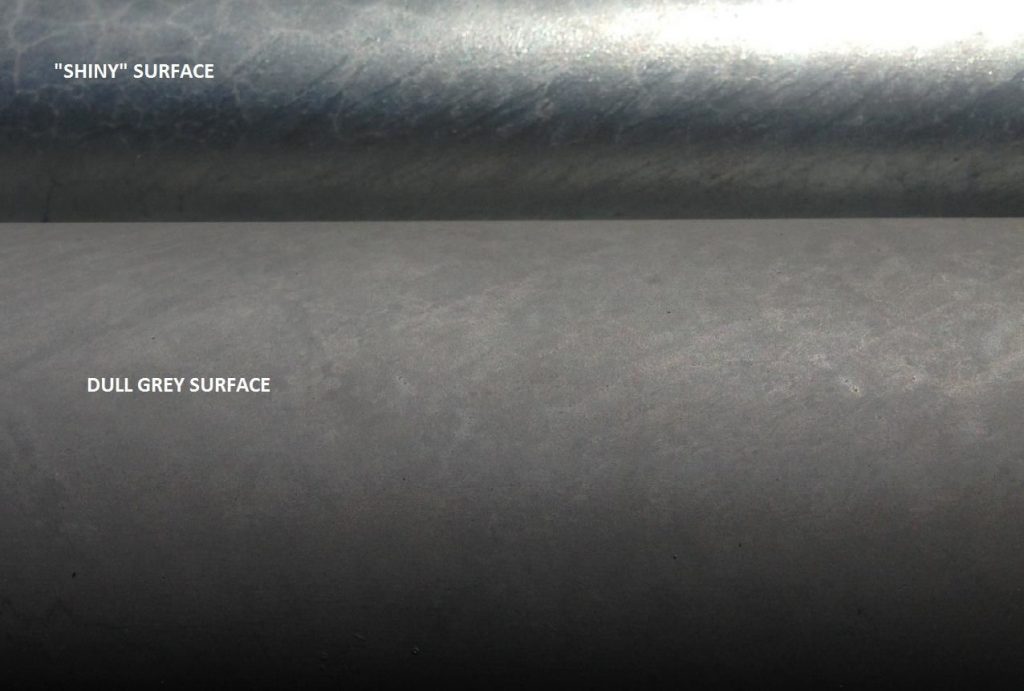 DULL SURFACE
DULL SURFACE
The dull grey colour can be attributed to two main things-1. It is the colour of the zinc-iron alloy. This is often covered by a layer of pure zinc that has frozen on the surface when the item has been withdrawn from the bath (similar to having a layer of water left on your skin when you get out of the pool). When there are higher silicon levels, thicker steels or items with inadequate venting, the layer of ‘shiny’ zinc gets used up in the zinc-iron alloy and the surface becomes a dull grey. There is no problem with this and the coating is usually thicker and harder.
2. Old galvanizing often ‘dulls’ off. This is due to the zinc reacting with the carbon dioxide in the atmosphere to form a ‘patina’ (thin layer) of zinc carbonate. This zinc carbonate is a dull grey colour. The patina is the reason that most galvanizing ‘fades’ to a more uniform dull grey colour. The patina provides another layer of protection for the steel and enhances the life of the item.
grey, dull, gray, matt,

WELD SLAG
The black/brown line is the arc weld slag that has not been chipped off after welding. Â This cannot be removed by the normal pre-treatments in the galvanizing process. Â If it is not seen prior to galvanizing, the weld slag will remain in place and the steel will not be galvanized underneath. Â This responsibility rests with the the fabricator. Â The weld slag needs to be chipped off and a paint repair with a zinc rich paint made.
black, line, brown, slag, weld, ungalvanized, lump
 SOLIDIFIED ZINC RUNS
SOLIDIFIED ZINC RUNS
This phenomna usually occurss with large frames with many stiffeners. There are two aspects to this:
1. Solidified zinc run- left hand side of insert picture – the zinc is flowing too slowly and the zinc freezes before it can fully run off. This is not detrimental to the coating and if it does not interfere with the use of the srticle, then it is acceptable. Larger vent holes would avoid this. The extra zinc acts like an anode and will give enhanced protection.
2. Dross collection – right hand side of insert – when the ‘river’ of zinc slows to drain through the small vent snipes, it drops suspended particles called dross particles. These are 80% zinc with a small portion of iron in them and are not deterimental to the coatings life. Larger vent snipes will avoid this. This is acceptable as long as it does not interfere with the intended use of the article.
run, collection, zinc, rough, pimples, lumpy

OVER BLASTING
This is an example of a galvanized surface that has been over-blasted. The over-blasting can occur when the pressure is too high, angle of blast too steep, blast media too aggressive or the venturi setting too high. The force of the impact from the blast media strips off the galvanizing. It is often seen on bends or corners where the pressure is concentrated. With continued blasting these edge tears grow as the blast media gets under the coating. Blasting is usually recommended to be done at 40psi and an angle of incidence of 45degrees.
peeling, flaking, stripping, delaminating, flakes

ADVANCED WHITE RUST
The white substance is the start of the stabilisation of the zinc coating and is called “white rust”. If left in very damp and enclosed spaces, this can get so bad it becomes a problem. If the black areas are easily seen then it is a case of advanced white rust and it is not acceptable. Specialist advice should be sought. It is worth noting that this is due to storage of the steel rather than poor coating application. This is often seen on flat sheet sections that are stored in piles for long periods in wet weather or building steel that gets left on wet sand for prolonged periods of time. It is best to address the issue before you send it to site or erect it.
white, black, spot, patchy

POORLY STRIPPED ZINC
The yellow ringed area is where existing zinc has not been completely stripped off the steel surface before the item was hot dipped. This means the zinc alloy will not grow in that area as there is a barrier over the steel. The steel in this picture is in the sandelin range and so has developed a thick un-even layer, characteristic of these steels. The un-stripped area has not developed the thick, uneven layer and so stands out. This situation will not affect the durability of the item and will protect the steel for many years. It is cause for rejection as it is unsightly and should have been manufactured to a better standard of workmanship. It is best to contact the galvanizer to discuss what the most practical solution would be.
uneven, thick, patch, uneven, hollow, rough
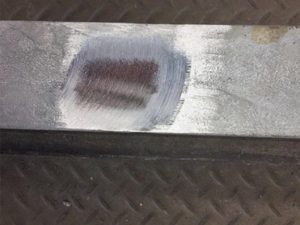
OVER GROUND GALVANIZING
The dark shiny area is an indication of the galvanized coating having been completely removed during the grinding process. You will notice that there is an area adjacent to the dark area that is also ground, but the galvanized coating is still present – depending on the thickness of coating left, this may be perfectly fine. The dark colour is a good indication of a future rust spot and a paint repair needs to be effected over this spot using a zinc rich paint.
bare over grind ground rust

DISSIMILAR METAL CORROSION
The corroded areas are due to the zinc being more noble than the stainless and trying to protect it, by sacrificing itself. You will notice the white area adjacent to the rusted area that indicates the zinc is corroding. This example was taken from a seaside area and so would have occurred within a year of being installed. You need to correct this by paint repair and by insulating the two metals by using a plastic washer. To prevent it occurring it is best to insert an insulation layer between the two metals. Other common metals are aluminium and copper.
white stainless rust corrosion

REFURBISHED STEEL PITTED SURFA
The two pictures show a good example of the before and after pictures of an older piece of steel that has been rusting away. The pickling process “eats” away the rust leaving a very pitted surface of clean steel. The zinc alloy then forms on the surface and follows the contours of the base steel. There is nothing wrong with this from a galvanizing point of view: obviously you may need to assess it from a structural strength point of view. Sometimes the top layer of rust can conceal how badly pitted the surface actually is – the pickling bath reveals this when the rust gets dissolved off – this is particularly common on old boat trailers being re-furbished. Your galvanizer may ask you to blast such rusted items as they take a very long time to pickle (acid clean) in the process and as we all know – time is money!
pitted rust dimples rough old corroded

COLOUR VARIATION
The colour variation is one of the most common queries. There is nothing wrong with the coating.
The galvanized coating consists of many layers. To keep it simple, there are two distinct areas – the alloy layers and the free zinc layer. The free zinc layer is pure zinc and is a bright silver colour. This silver layer is a layer of zinc that has frozen on the surface of the article when it gets extracted from the bath – much like the layer of water left on your skin when you get out the pool. The alloy layer is a mixture of steel and zinc and so is a dull grey colour. The alloy layer is formed by the diffusion of zinc into the steel. All hot dip galvanised articles under the Australian Standard AS4680 develop the alloy layer. There are two main causes of colour variation:
1. Silicon content of steel – steels with a distinct composition range of silicon are prone to developing dull grey coatings as the silicon allows the reaction to continue and use up the free layer of zinc on the surface.
2. Thickness of the steel – temperature is a catalyst of the reaction and so thicker pieces of steel stay hot for longer and so allow the reaction to continue and consume the silver layer of zinc. Thinner sections cool rapidly and so the reaction stops before the silver layer can be consumed.
colour variation dull inconsistent different

STOP OFF PAINT
Sometimes it is neccessary to prevent galvanizing occuring on a particular surface as you need to protect threads, leave a welding area or maintain a dimension (like an axle for a trailer). The best way to do this is to apply a stop off. These are usually silicon or paint based. If this has been deliberately done to provide a “raw” steel area for further work, then this is not cause for rejection. this area may exceed the repairable area allowed under the standard, but obviously needs to be treated differently.
black stop weld peeling uncoated

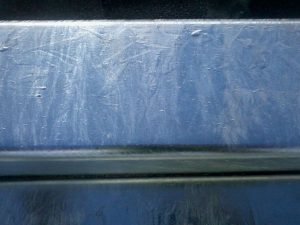
HANDLING BACK SCUFF MARKS
The black lines are marks left by handling devices. Galvanizing is harder than steel and so the scuff marks do not affect the coating. If you want to remove them, a light grind will get the surface dis-colouratoion off. This not a cause for rejection and is a prime example why galvanizing is so practical.
black, line, scuff, scrape